
Varför aluminium dominerar design av motorhus
Den elmotorhölje i aluminium har blivit standardvalet för industriella, kommersiella och fordonsmotortillämpningar - och av goda skäl. Aluminiumlegeringar erbjuder en kombination av egenskaper som inget enskilt konkurrerande material helt kan replikera: låg densitet, hög värmeledningsförmåga, korrosionsbeständighet och utmärkt bearbetbarhet, allt till en kostnad som skalas effektivt med produktionsvolymen.
Kärnan i aluminiumfördelen är termisk hantering. En elmotor genererar värme kontinuerligt under drift, och huset måste avleda värmen tillräckligt snabbt för att skydda lindningar, lager och isolering från för tidig nedbrytning. Aluminiums värmeledningsförmåga på ca 150 – 200 W/m·K — ungefär fyra till fem gånger högre än gjutjärn — tillåter motordesigner att hålla driftstemperaturerna inom säkra gränser utan att överdimensionera höljet eller lägga till externa kylsystem.
Ytterligare faktorer som driver övergången till aluminiummotorhus:
- Viktminskning: Aluminium är ungefär en tredjedel av densiteten hos gjutjärn. För mobila plattformar – gaffeltruckar, elfordon, industrirobotar – förlänger varje kilogram som sparas från motorhuset direkt batteriets räckvidd eller förbättrar den dynamiska prestandan.
- Korrosionsbeständighet: Aluminium bildar naturligt ett skyddande oxidskikt, vilket gör det lämpligt för fuktiga, våta eller kemiskt aktiva miljöer utan ytterligare skyddande beläggningar i många applikationer.
- EMI-skärmning: Aluminiumkapslingar dämpar effektivt elektromagnetiska störningar, skyddar känslig motorstyrelektronik från externt brus och förhindrar att motorns egna växlingsfrekvenser strålar utåt.
- Återvinningsbarhet: Aluminium är 100 % återvinningsbart med endast cirka 5 % av energin som krävs för primärproduktion, vilket stödjer mål för den cirkulära ekonomin som i allt högre grad krävs på europeiska och asiatiska motormarknader.
Elmotorhölje i aluminium: legeringar och tillverkningsmetoder
Alla motorkåpor i aluminium är inte gjorda på samma sätt. Tillverkningsprocessen bestämmer de möjliga toleranserna, ytfinishen, väggtjockleken och slutligen den färdiga delens termiska och strukturella prestanda. Tre metoder dominerar produktionen.
Formgjutning
Högtryckspressgjutning (HPDC) är den vanligaste processen för motorhus med medelstora till högvolymer i intervallet 0,5 – 30 kW. Smält aluminium - vanligtvis A380 eller ADC12 legering — injiceras i en stålform vid tryck på 700 – 1 400 bar, vilket ger en nästan nätformad del i cykeltider på 30 – 90 sekunder. Pressgjutning möjliggör komplexa geometrier inklusive integrerade monteringslister, kylflänsarrayer och ledningsinföringspunkter i en enda operation. Dimensionstoleranser på ±0,1 – 0,3 mm är standard, tillräckligt för de flesta passningar av motorhål och ändklocka.
Extrudering
Extrudering produces a continuous aluminum profile that is then cut to length and finish-machined into the motor casing. This process is particularly well-suited to tubular motor housings with a constant cross-section — the standard architecture for many servo motors, linear motors, and the gaffeltruck extruderad motorhus diskuteras i nästa avsnitt. Vanliga legeringar för extruderade motorhöljen inkluderar 6061-T6 och 6063-T5 , valda för sin balans mellan styrka, extruderbarhet och bearbetbarhet. Väggtjocklekar så låga som 1,5 mm är möjliga, vilket minimerar vikten utan att ge avkall på strukturell styvhet.
Sandgjutning och gravitationsgjutning
För stora motorramar – vanligtvis över 55 kW ramstorlekar – och för specialbeställningar med låg volym, erbjuder sandgjutning eller gravitationsgjutning (permanent form) lägre verktygskostnader än HPDC. Legeringar som t.ex A356-T6 är standard och ger draghållfastheter på 220 – 280 MPa efter värmebehandling. Ytfinish och dimensionell konsistens är lägre än form- eller extruderingsmetoder, så ytterligare bearbetningsmaterial tas med i gjutdesignen.
| Process | Vanlig legering | Typisk tolerans | Bäst för |
|---|---|---|---|
| Högtrycksgjutning | A380, ADC12 | ±0,1 – 0,3 mm | Högvolym, komplex geometri, 0,5 – 30 kW |
| Extrudering CNC Machining | 6061-T6, 6063-T5 | ±0,05 – 0,15 mm | Rörhus, servo- och gaffeltruckmotorer |
| Sand / Gravity Gjutning | A356-T6 | ±0,5 – 1,5 mm | Stora ramar (>55 kW), lågvolym anpassad |
Gaffeltruck extruderad motorkåpa: Designprioriteringar och -krav
Den gaffeltruck extruderad motorhus fungerar i en av de mest krävande miljöerna ett motorhölje möter: konstant vibration från lagergolv, exponering för batterisyraånga, hydraulisk oljedimma, termisk cykling mellan inomhus- och utomhusmiljöer och mekaniska stötar från lastpåverkan. Att uppfylla dessa villkor samtidigt som man håller drivlinan så kompakt och lätt som möjligt gör designkraven ovanligt stränga.
Strukturell integritet under vibrationer och stötar
Gaffeltruckar och hydrauliska motorer är vanligtvis monterade direkt på chassit eller hydraulblocket utan vibrationsisolering. Huset måste därför motstå utmattningssprickor vid monteringsnav och lagersäten under kontinuerlig cyklisk belastning. 6061-T6 aluminium är det föredragna valet för extruderade gaffeltruckhus eftersom dess draghållfasthet på 310 MPa och sträckgränsen på 276 MPa ger tillräcklig marginal över de stötbelastningar som genereras under pallupptagning och färd över dockningsplattor. Monteringsflänsgeometrin är vanligtvis förtjockad med 20 – 30 % utöver det minimala strukturella kravet för att klara bultförspänningen och förhindra slitningskorrosion vid gränssnittet.
Tätning och IP-klassning
De flesta gaffeltrucks motorhus mål IP54 eller IP65 skydd — Fullständigt dammutestängning och skydd mot vattenstrålar från lagerspolning. För att uppnå detta med ett extruderat aluminiumhölje krävs precisionsbearbetade ändklocka som passar ihop med ytor (ytfinish Ra ≤ 1,6 µm), kontinuerliga O-ringsspår och rostfria fästelement för att förhindra galvanisk korrosion vid stål-aluminiumgränssnittet. Röringångspunkter använder kompressionsförskruvningar snarare än enkla knockouts.
Denrmal Management in a Confined Space
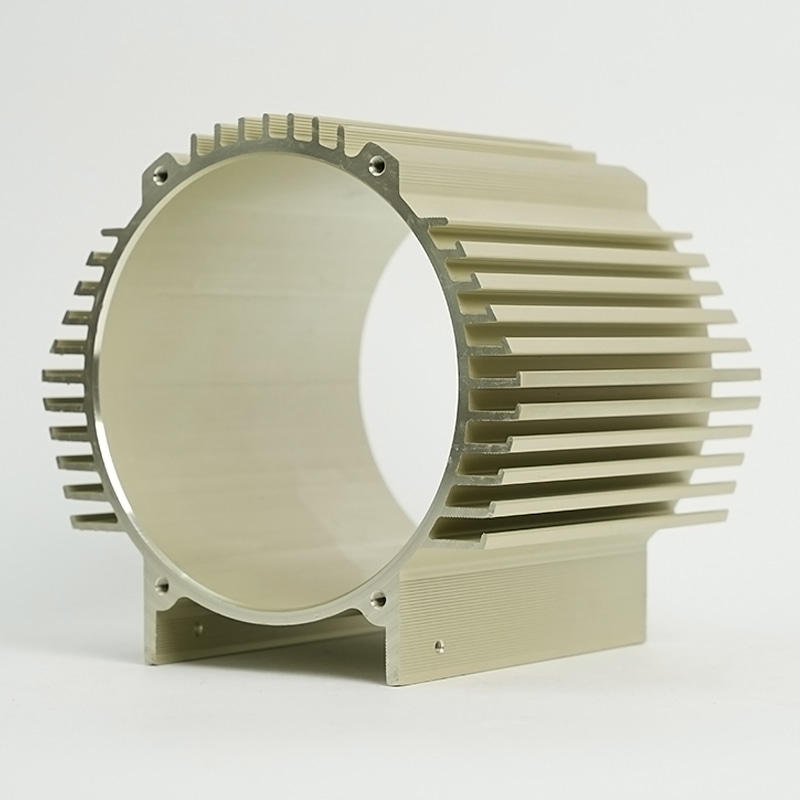
Gaffeltrucksmotorer arbetar ofta vid höga arbetscykler – accelererar och bromsar flera ton laster upprepade gånger – vilket genererar betydande värme i ett fysiskt kompakt paket. Extruderade höljen för denna applikation innehåller ofta längsgående yttre fenor bildas direkt i extruderingsmunstycket, vilket ökar ytan för konvektiv kylning med 60 – 120 % jämfört med en slätväggcylinder med motsvarande dimensioner. Vissa konstruktioner lägger till interna spiralspår eller axiella kanaler som tillåter forcerad vätskekylning när applikationen kräver det.
Pumpmotorhus i aluminium: Korrosionsbeständighet och vätskekompatibilitet
Den pumpmotorhus i aluminium delar många designprinciper med allmänna elmotorhöljen, men står inför en unik uppsättning kemiska kompatibilitetsutmaningar som saknas från de flesta motorer i torr miljö. Beroende på det pumpade mediet - vatten, avloppsvatten, jordbrukskemikalier, bränslen, vätskor av livsmedelskvalitet eller frätande industrivätskor - kan den yttre miljön runt motorhuset vara mycket aggressiv.
Val av legeringar för våta miljöer
I applikationer med rent sötvatten eller HVAC kylvattenpumpar, standard A380 pressgjuten eller 6061 extruderad aluminium fungerar bra utan ytterligare behandling. Däremot ansökningar som involverar:
- Havsvatten eller saltlake: Kräv 5000-serielegeringar (t.ex. 5052, 5083) med högre magnesiumhalt för kloridbeständighet, eller anodiserad 6061 med förseglad anodisering till ≥ 25 µm tjocklek.
- Jordbrukskemikalier eller gödningsmedel: Ofta involverar ammoniumföreningar som angriper standardaluminiumoxidskikt; epoxipulverlack eller kemikalieresistent PTFE-beläggning över aluminiumskalet är standardpraxis.
- Bearbetning av mat och dryck: Kräv FDA-kompatibla anodiserade eller målade ytor, utan exponerat råaluminium som kan komma i kontakt med produktströmmen; sprickfria yttre konstruktioner förhindrar bakteriell härdning.
Nedsänkbar vs. närakopplad design
Pumpmotorhus delas upp i två installationstyper. Närkopplade pumpmotorer montera direkt bakom pumphuvudet med en delad axel; motorhuset utsätts för stänk och ånga men inte nedsänkt, så standarda aluminiumhöljen med IP55-klassning är i allmänhet tillräckliga. Dränkbara pumpmotorer kräver att huset fungerar som ett tryckkärl — aluminiumhöljet måste motstå externt hydrostatiskt tryck (vanligtvis 3 – 10 bar för borrhålspumpar) samtidigt som vattentät integritet bibehålls vid alla tätningsgränssnitt. Väggtjockleksberäkningar för dränkbara hus följer tryckkärlsdesignkoder (ASME Sektion VIII eller EN 13445), med säkerhetsfaktorer på 3 – 4× applicerade på designtrycket.
Ytbehandlingar för pumpmotorhus i aluminium
Den right surface treatment dramatically extends service life in pump environments. Common options and their typical use cases:
- Hård anodisering (Typ III): Producerar ett 25 – 75 µm aluminiumoxidskikt med Vickers hårdhet på 400 – 600 HV. Idealisk för nötningsexponerade ytor och milda kemiska miljöer. Kostnadseffektivt för 6061 och 6063 legeringar.
- Epoxipulverlack: 60 – 100 µm filmtjocklek; utmärkt saltsprutbeständighet (1 000 – 3 000 timmar till ASTM B117); lämplig för jordbruks- och marina stänkzoner. Kräver noggrann ytbehandling (kromatomvandling eller zirkonatförbehandling).
- Elektrolös nickelplätering: Enhetlig beläggning som kan uppnås på komplexa inre geometrier; ger korrosions- och slitstyrka i kemiska processpumpmotorer där anodisering är oförenlig med elektrolyten.
- Kromatomvandlingsbeläggning (Alodine/Iridite): Tunn (1 – 5 µm) ledande beläggning används främst som en primer eller för EMI-kritiska hus där ytkonduktiviteten måste bibehållas över hela skalet.
Specificering av ett aluminiummotorhus: Checklista för nyckelparametrar
Oavsett om man köper en elmotorhölje i aluminium , a gaffeltruck extruderad motorhus , eller en pumpmotorhus i aluminium , bör specifikationsprocessen fånga dessa kritiska parametrar för att säkerställa att leverantören levererar en del som passar för ändamålet:
- Motorramstorlek och IEC/NEMA-beteckning: Definierar hålets diameter, ändklockas bultcirkel, axelns utskjutande utrymme och monteringsfotsmått. Alla måste hållas till relevant standards toleranser.
- Effekt och arbetscykel: Bestämmer väggtjocklek för värmeavledning och strukturella belastningar. En 10 kW motor som kör S1 (kontinuerlig) drift kräver mer aggressiv termisk design än samma ram vid S3 (intermittent) drift.
- IP/NEMA kapslingsklassificering: Specificerar tätningskrav som direkt påverkar ändklocksgeometri, packningsspårdimensioner och val av fästelement.
- Driftmiljö: Bekräfta förekomst av kemisk exponering, nedsänkning, sköljning, vibrationsnivåer (ISO 10816 svårighetsgradszon) och omgivande temperaturområde.
- Legering och temperament: Ange den nödvändiga legeringen uttryckligen — överlåt inte detta till leverantörens gottfinnande om applikationen har specifika krav på styrka, bearbetbarhet eller korrosion.
- Ytbehandling och finish: Specificera beläggningstyp, minsta tjocklek, vidhäftningsteststandard och eventuella färgkrav. Referera till tillämpliga standarder (MIL-A-8625 för anodisering, ASTM B117 för saltspraytestning).
- Kritiska toleranser: Ange hålets rundhet (cirkuläritet), lagersätesdiameter och passformsklass (vanligtvis H7/k6 eller H7/m6) och ytan vinkelrät mot hålets axel – dessa påverkar direkt lagrets livslängd och vibrationsnivåer.
- Certifieringar och dokumentation: Kräv materialtestrapporter (MTR) enligt EN 10204 3.1 eller 3.2, dimensionsinspektionsrapporter och ytbehandlingscertifikat för varje produktionssats.
Ett välspecificerat motorhus i aluminium – oavsett om det är gjutet för produktion av stora volymer, extruderat för en gaffeltrucks drivlina eller specialbehandlat för en korrosiv pumpmiljö – ger årtionden av tillförlitlig service samtidigt som systemets vikt, termiskt motstånd och den totala ägandekostnaden hålls på lägsta möjliga nivåer.

















